斗式提升机正确安装及回料过多解决方法
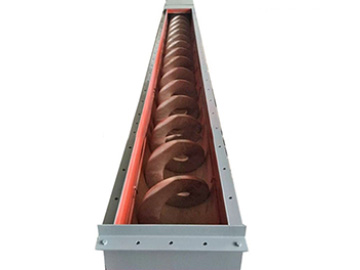
料斗把物料从下面的储藏中舀起,随着输送带或链提升到顶部,绕过顶轮后向下翻转,斗式提升机,斗式提升机将物料倾入接受槽内。带传动的斗式提升机的传动带一般采用橡胶带,装在下或上面的传动滚筒和上下面的改向滚筒上。链传动的斗式提升机一般装有两条平行的传动链,上或下面有一对传动链轮,下或上面是一对改向链轮。斗式提升机装有机壳,以防止斗式提升机中粉尘飞扬。
斗式提升机的安装:斗式提升机必须牢固地安装在坚固的砼基础上。砼基础的表面应平整,并呈水平状态,保证斗式提升机安装后达到垂直要求;高度较高的斗式提升机在其中部机壳和上部机壳的适当位置应与其相临的建筑物(如料仓、车间等)连在一起以增加其稳定性。安装时先安装下部部件,固定地脚螺栓,然后安装中部机壳,后安上部机壳。机壳安装成功,校正垂直度。在全高上下用铅直线测量,误差应小于10mm。上下轴应平行,其轴心线应在同一平面内;高度较低的斗式提升机安装时,可以在地平面把上、中、下机壳全部连接并较正好,然后整体吊直固定在砼基础上;机壳安装好后,安装链条及料斗。料斗连接用的U型螺丝,既是链条接头,又是料斗的固定件。U型螺丝的螺母一定要扭紧并可靠防松;链条及料斗安装好以后,进行适当张紧;给减速机及轴承座分别添加适当数量的机油和黄油。减速机用工业齿轮油润滑。轴承座内用钙基或钠基黄油均可以;试运转,安装完成后即应进行空车试运转。空运转应注意:不能倒转,不能有磕碰现象。空运转不小于2小时,不应有过热现象,粉尘加湿搅拌机,轴承温升不超过250C,减速机温升不超过300C。空运转2小时后,一切正常即可进行负荷试车。带负荷试车时喂料应均匀,防止喂料过多,堵塞下部造成“闷车”。
斗式提升机回料过多解决方法:
提升机回料是指物料在卸料位置没有完全卸出机外,而有部分物料回到提升机机座内的现象。在提升作业中,若提升机回料太多,势必降低生产效率,增大动力消耗和物料的破碎率。造成回料多的原因有以下几点:
1、料斗运行速度过快提升机提升不同的物料,料斗运行的速度有别:一般提升干燥的粉料和粒料时,速度约为1~2m/s;提升块状物料时,速度为0.4~0.6m/s;提升潮湿的粉料和粒料时,速度为0.6~0.8m/s。速度过大,卸料提前,造成回料。这时应根据提升的物料,适当降低料斗的速度,避免回料。
2、机头出口的卸料舌板安装不合适,舌板距料斗卸料位置太远,会造成回料。应及时的调整舌板位置,避免回料。